

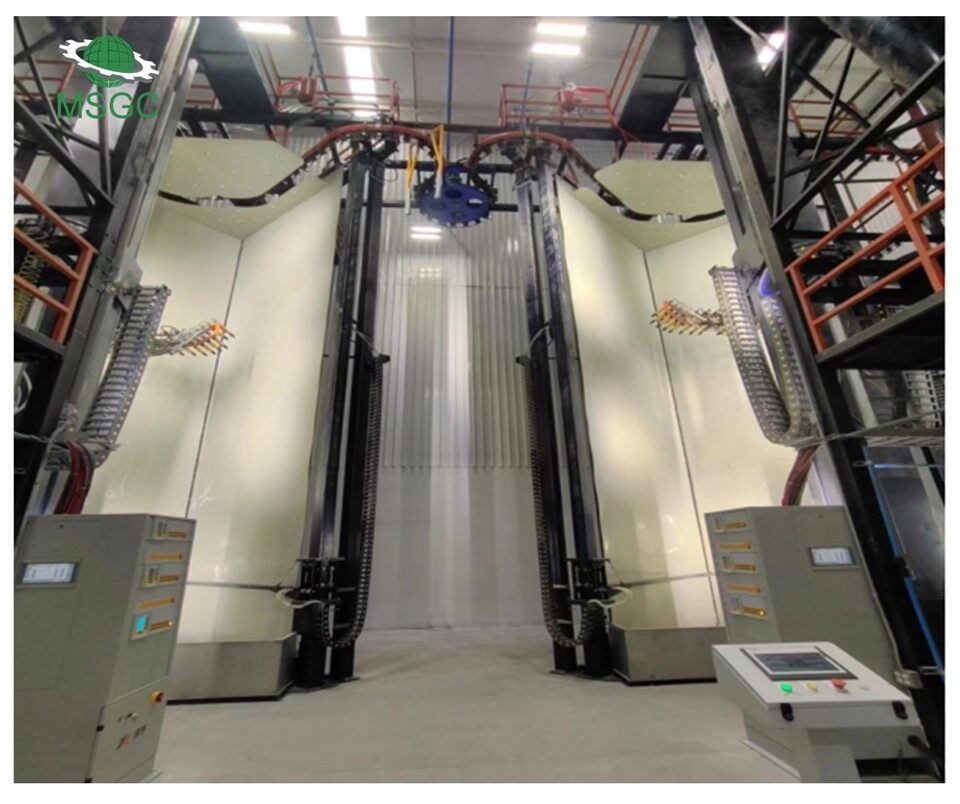
Driftsförfaranden för vertikal sprutlinje av aluminiumprofiler
Utrustningskrav
Pulversprutrum: Innerväggen ska vara platt och slät, och de levande anläggningarna inom 5 meter bör vara väl jordade för att förhindra ackumulering av statiska laddningar. Inomhusavfuktningsanläggningar bör utrustas för att upprätthålla torrhet, och rimlig ventilationsutrustning bör utformas för att säkerställa ren luft och undvika föroreningar som påverkar beläggningskvaliteten.
Elektrostatisk spraypistol: Välj en spraypistol med hög stabilitet och god pulverbelastningshastighet. Den högspänningselektrostatiska generatorn bör vara säker och pålitlig, utrustad med antiläckage och anti-kortslutningsskyddsanordningar.

Pulverförsörjningsanordning: Se till att kontinuerlig, enhetlig och kvantitativ leverans av pulverbeläggning till spraypistolen.
Luftkompressor: Installera oljevattenavskiljningsanordningen, kontrollera regelbundet dräneringseffekten av luftlagringstanken och torktumlare för att säkerställa att tryckluften är torr, oljefri och fri från föroreningar.

Flödesdiagram
- Ytbehandling: Ta bort olja och rost från aluminiumprofiler för att säkerställa en ren och slät yta och utföra anodiserande behandling för att öka korrosionsmotståndet.
- Beläggningsberedning: Välj pigment och utspädningsmedel efter krav, blanda dem jämnt i proportion och justera munstycksstorleken och trycket på spraypistolen.
- Sprutning: Häll pigmentet i sprututrustningen, justera trycket och flödeshastigheten, se till att profilsprutningsytan vetter uppåt och applicera enskikts- eller flerskiktsbeläggning för att säkerställa enhetlig beläggning.
- Botningsbehandling: Beläggningen botas genom naturlig torkning eller hjälpuppvärmning.
Säkerhetsåtgärder
- Personligt skydd: Operatörer måste bära skyddskläder, handskar, glas, masker och annan utrustning.
- Ventilation och brandförebyggande: Sprutområdet bör vara väl ventilerat, bort från källor till brand och följa brandförebyggande åtgärder.
- Utrustningsinspektion: Kontrollera regelbundet sprututrustningen för att säkerställa dess tätning och normala arbetstillstånd.
Kvalitetskontroll
- Visuell inspektion: Utför en visuell inspektion av den sprayade profilen för att säkerställa att beläggningen inte har några uppenbara fel.
- Prestandatestning: Genomföra hårdhetstest, viskositetstest etc. för att säkerställa att beläggningskvaliteten uppfyller kraven.
Underhåll och rengöring
Rengöring av utrustning: Efter sprutning rengör utrustningen i tid för att ta bort återstående pigment och utspädningsmedel.
Regelbundet underhåll: Underhåll regelbundet sprututrustningen för att säkerställa dess långsiktiga stabila drift.
Genom att följa ovanstående driftsförfaranden kan den effektiva och säkra driften av aluminiumprofil vertikal sprutlinje säkerställas, samtidigt som beläggningskvaliteten och produktionseffektiviteten förbättras.
1. Hela automatiserad kontroll: Arbetsstycket är helt automatiserat från det tomma hänget till den sprayande färdiga produktens lossning.
2. Låg energiförbrukning: Den härdningsugnen antar en fyrkantig ugnsdesign, med den högsta värmekällanvändningshastigheten och energibesparingarna på över 15%.
3. Arbetsbesparing: Anta automatiserad kontroll för att minska arbetsintensiteten och spara 60 arbetare.

4. Låg pulverförbrukning: Hög engångspulverbelastningshastighet, enhetlig ansiktsmasktjocklek på ytan på arbetsstycket, vilket kan spara 20% pulver.
5. Small FootPrint: Produktionslinjeutrustningen med en månatlig produktion på 2000T upptar en workshop på W20M * L 53 meter.
6. Produktionskapacitet: Produktionskapaciteten kan utformas efter användarnas behov, från 1000T\/månad till 2000T\/månad.





